全國(guó)咨詢(xún)熱線(xiàn):023-68689110
13667668868
13667668868
咨詢(xún)熱線(xiàn)
13667668868
作者:重慶金鈺源管業(yè)有限公司
時(shí)間:2021/12/14 10:54:28
147次瀏覽
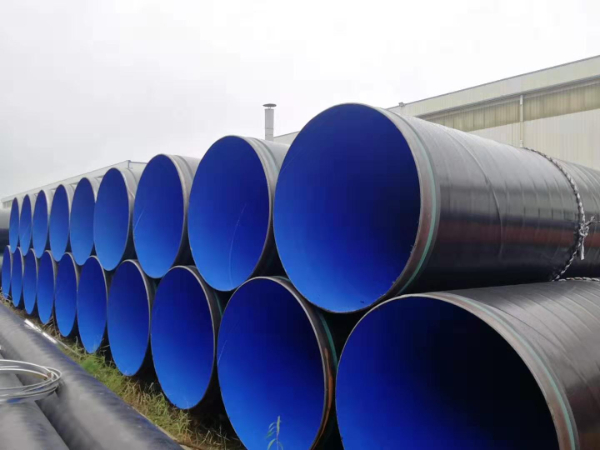
排水用螺旋焊管焊縫的成型系數(shù)過(guò)小,焊縫的形狀窄而深,氣體和夾雜物不容易浮出,易形成氣孔和夾渣。一般焊縫成型系數(shù)控制在1.3-1.5,厚壁螺旋鋼管取最大值,薄壁取最小值。焊透度不佳。內(nèi)外焊縫金屬重疊度不夠,有時(shí)未焊透。這種情況叫做焊透度不足。 為了減少磁偏吹的影響,應(yīng)使工件上焊接電纜的連接位置僅可能遠(yuǎn)離焊接終端,避免部分焊接電纜在工件上產(chǎn)生次級(jí)磁場(chǎng)。咬邊。咬邊是沿著焊縫中心線(xiàn)在焊縫邊部出現(xiàn)V形溝槽。咬邊是在焊速、電流、電壓等條件不適當(dāng)?shù)那闆r下產(chǎn)生的。其中焊接速度太高要比電流不適合更容易引起咬邊缺陷。
排水用螺旋焊管焊劑的堆積厚度一般為25-45mm,焊劑顆粒度大、密度小時(shí)堆積厚度取最大值,反之取最小值;大電流、低焊速堆積厚度取最大值,反之取最小值,此外,夏天或空氣濕度大時(shí),回收的焊劑應(yīng)烘干后再使用。硫裂(硫引起的裂紋)。焊接硫偏析帶很強(qiáng)的板材(特別是軟沸騰鋼)時(shí)硫偏析帶中的硫化物進(jìn)入焊縫金屬而產(chǎn)生的裂紋。其原因是在硫偏析帶中含有低熔點(diǎn)的硫化鐵和鋼中存在氫氣。所以,為防止這情況產(chǎn)生,使用含硫偏析帶少的半鎮(zhèn)靜鋼或鎮(zhèn)靜鋼還明效的。其次,焊縫表面和焊劑的清潔與干燥也是很必要的。
排水用螺旋焊接鋼管焊接時(shí),在焊接區(qū)的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫。在電弧熱的作用下,上部分焊劑熔化熔渣并與液態(tài)金屬發(fā)生冶金反應(yīng)。熔渣浮在金屬熔池的表面,一方面可以保護(hù)焊縫金屬,防止空氣的污染,并與熔化金屬產(chǎn)生物理化學(xué)反應(yīng),改善焊縫金屬的萬(wàn)分及性能;另一方面還可以使焊縫金屬緩慢泠卻。埋弧焊可以采用較大的焊接電流。與手弧焊相比,其最大的優(yōu)點(diǎn)是焊縫質(zhì)量好,焊接速度高。因此,它特別適于焊接大型工件的直縫的環(huán)縫。而且多數(shù)采用機(jī)械化焊接。